





جوشکاری اصطکاکی اغتشاشی
Friction Stir Welding (FSW)
مقدمه:
فرآیند جوشکاری اصطکاکی- اغتشاشی (Friction Stir Welding ) و یا به اختصار FSW ، در سال 1991 توسط مؤسسه جوش انگلستان (TWI ) بر روی آلیاژی از آلومینیوم اختراع شد.
جوشکاری اصطکاکی- اغتشاشی فرآیندی جوشکاری در حالت جامد (Solid State Welding ) بوده بنابراین در پروسه جوشکاری قطعه کار کاملا جامد بوده و دمای آن بسیار پایین تر از نقطه ذوب می باشد. به دلیل عدم ذوب قطعه در فرآیند و خواص مکانیکی بسیار عالی اتصال در منطقه جوشکاری، این روش به عنوان یکی از بهترین روش های اتصال قطعات فلزی و غیر فلزی در صنایع هوا- فضا، کشتی سازی، خودرو، نفت و گاز و ... شناخته شده است.
آشنایی با فرآیند:
در فرآیند جوشکاری اصطکاکی- اغتشاشی (FSW )، ابزار غیر مصرفی با طراحی خاص با حرکت چرخشی و تحت شرایطی تعریف شده وارد منطقه جوشکاری شده و با اعمال فشار و ایجاد اصطکاک بین ابزار و قطعه کار موجب بالارفتن دما در مجاورت ابزار می شود. این نیروی فشاری (نیروی فورج) به همراه حرارت ایجاد شده موجب تغییر شکل های کنترل شده و منظم گردابی و رو به بالای ماده شده و قطعه کار در محل اتصال به صورت خمیری با حرکت ابزار در امتداد درز جوش جابجا می گردد و بدین ترتیب اختلاط این ماده در محل اتصال خمیری شکل، شرایط ایجاد اتصال را فراهم می آورد.
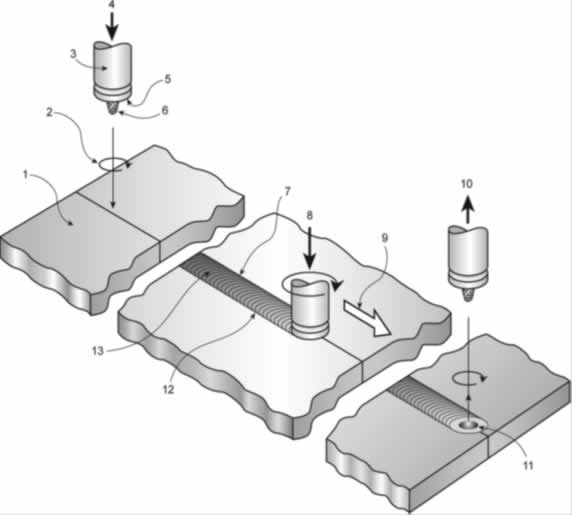
1) فلز پایه 2) جهت دوران ابزار 3) ابزار جوشکاری 4) جهت حرکت ابزار به پایین
5) دنباله ابزار 6) پین ابزار 7) سطح پیشرفته جوش 8) نیروی محوری 9) جهت جوشکاری
10) جهت روبه بالای ابزار 11) سوراخ خروجی 12) سطح عقب نشینی 13) سطح جوشکاری
این روش جوشکاری در حقیقت فرآیندی مکانیکی- حرارتی (Thermo-mechanical ) بوده که با اعمال نیروهای مکانیکی به همراه حرارت، موجب تبلور مجدد (Recrystallization ) و ایجاد ساختار ریزدانه (Fine Grain ) در محل اتصال ماده می شود که خود عامل اساسی در بهبود خواص مکانیکی در منطقه جوشکاری حتی بالاتر از فلز پایه (Base Metal ) می باشد.
در این فرآیند نیروهای وارده، حرارت تولید شده، میزان چرخش ابزار، مقدار تغییر شکل های پلاستکی ماده, زاویه ورود ابزار و ... کاملا تحت کنترل بوده و موجب حفظ فاصله زیاد حرارت فرآیند با نقطه ذوب شده و به همین دلیل طیف وسیعی از موادی که به طور کلی امکان جوشکاری ذوبی (Fusion Welding ) در آنها وجود نداشته و یا کیفیت جوشکاری در آنها پایین است با این روش به سهولت جوشکاری می شود. شکل زیر آلیاژهای آلومینیوم را نشان داده که در در این فرآیند حتی امکان جوشکاری سری 2000 و 7000 و 8000 که با روش جوشکاری ذوبی امکان اتصال وجود ندارد را فراهم می کند.
انواع اتصالات:
در جوشکاری اصطکاکی- اغتشاشی به دلیل تغییر شکل پلاستیک قطعه کار در مجاورت ابزار، لبه سازی قطعات متصل شونده (تهیه انواع پخ و یا اشکال دیگر) که در جوشکاری ذوبی مرسوم است حذف شده و بنابراین فرآیندهایی همچون سنگ زنی، ماشینکاری و یا برش حرارتی درز جوش که به منظور ایجاد شکل صحیح طرح اتصال انجام می شد به طور کلی نیاز نیست. در ذیل برخی از اتصالاتی که امکان ایجاد آنها با فرآیند FSW به صورت نفوذ کامل (CJP ) و یا نفوذ ناقص (PJP ) قابل اجراست ذکر می گردد.
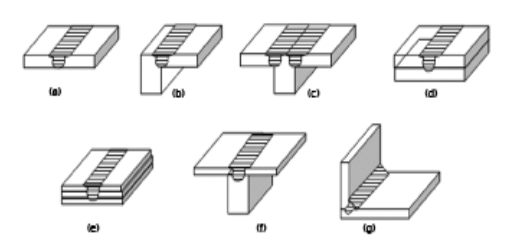
a) Square butt joint b) Edge butt joint c) T-butt joint d) Lap joint
e) Multiple lap joint f) T-lap joint g) Fillet joint
برای اطلاعات بیشتر و دریافت کاتالوگ با info@asf-tech.com تماس بگیرید